
Gehärteter Stahl · Werkzeug- & Formenbau · bis zu 67 HRC
Präzisions-Hartfräser, entwickelt für gehärteten Stahl bis 67 HRC. Die Sentinel-67-Serie liefert die Geometrie, Beschichtung und Fertigungstoleranzen, die Werkzeug- und Formenbauer für finishfertige Oberflächen direkt von der Spindel benötigen — mit FLATCOAT® TTN für maximale Verschleißfestigkeit.
02 Beschichtungstechnologie
Die PVD-Nanobeschichtung, entwickelt um die extreme Hitze und Abrasion bei der Bearbeitung gehärteter Stähle zu überstehen — wo Oberflächenqualität alles ist und Standzeit über die Rentabilität entscheidet.
[ BESCHICHTUNGSTECHNOLOGIE ]
FLATCOAT® TTN nutzt Physical Vapor Deposition, um eine proprietäre Nanobeschichtung mit außerordentlich hoher Dichte und Härte aufzubringen. Das Ergebnis ist eine glatte, tröpfchenfreie Oberfläche mit reibungsmindernden Eigenschaften — entscheidend beim Hartfräsen, wo sich die Beschichtungsrauheit direkt auf das Werkstück überträgt.
Die glatte, homogene Oberfläche reduziert die Reibung an der Schneidkante, senkt die Wärmeentwicklung und widersteht dem adhäsiven Verschleiß, der Werkzeuge in gehärtetem Stahl zerstört. Das bedeutet finishfertige Oberflächen direkt aus der Maschine — manuelle Politur an Formkavitäten wird reduziert oder entfällt ganz.
Da FLATCOAT® TTN seine Integrität bei Temperaturen bis 1100°C behält, bleibt es auch bei der dauerhaften Hitze des Hochgeschwindigkeits-Hartfräsens wirksam — wo schwächere Beschichtungen oxidieren und versagen.
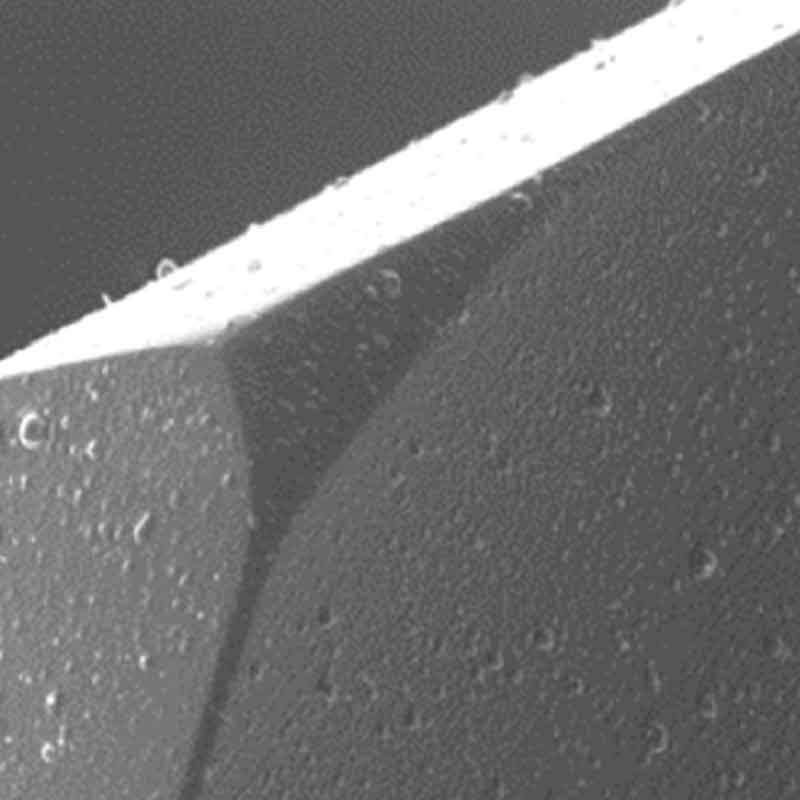
Standard-PVD-Beschichtung
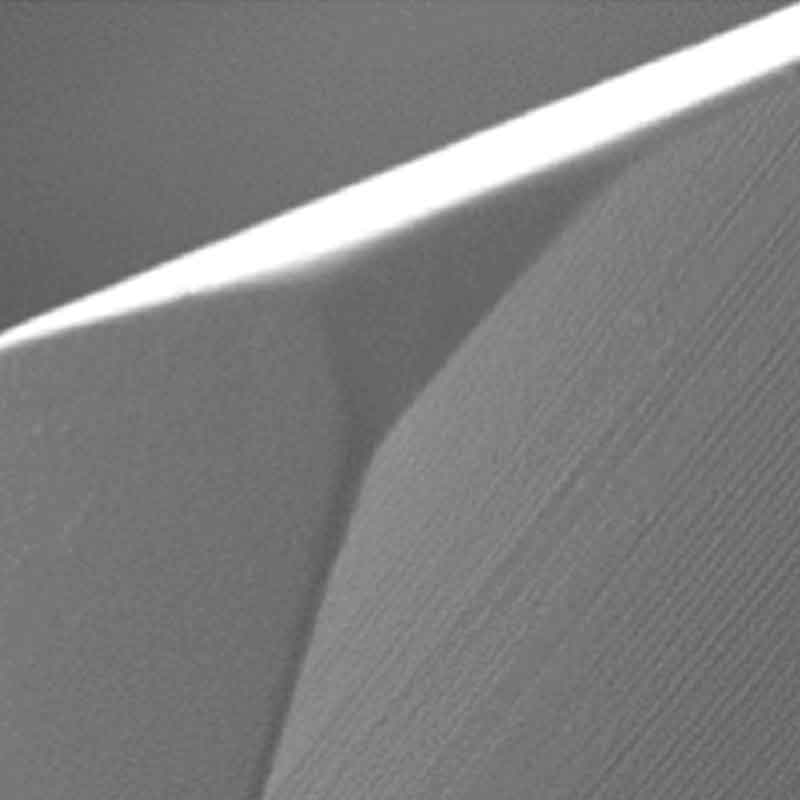
FLATCOAT® TTN Nanobeschichtung

Extreme Härte für dauerhafte Schnittleistung in Stählen bis 67 HRC
Dünne, präzise Schicht, die die Schneidenschärfe erhält und gleichzeitig den Verschleißschutz maximiert
Erhält die strukturelle Integrität bei der extremen Hitze des Hochgeschwindigkeits-Hartfräsens
Glatte, tropfenfreie Oberfläche reduziert Reibung und Hitze an der Schneidkante
Die tröpfchenfreie Beschichtungsoberfläche bedeutet, dass die Werkzeugfläche so glatt wie möglich ist — Rauheit auf dem Werkzeug überträgt sich auf das Werkstück, also bedeutet eine glattere Beschichtung weniger Polieren an Ihren Formkavitäten.
Hohe Härte in Kombination mit thermischer Stabilität bedeutet, dass FLATCOAT® TTN den adhäsiven und abrasiven Verschleißmechanismen widersteht, die Werkzeuge in gehärtetem Stahl zerstören — und die Kosten pro Teil vorhersagbar hält.
Konstruiert für Hochgeschwindigkeits-Schnittstrategien sowohl im trockenen als auch im nassen Umfeld. Die thermische Obergrenze von 1100°C sorgt dafür, dass die Beschichtung selbst dann intakt bleibt, wenn Kühlmittel keine Option ist.
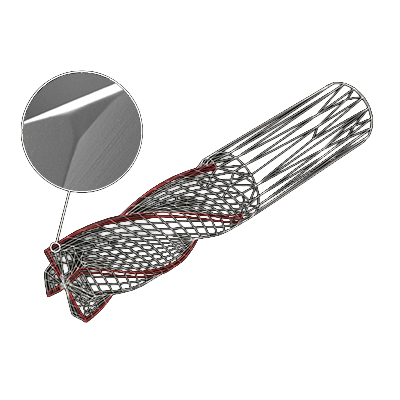
03 Schneidkantentechnologie
Präzisionskonstruiert für die anspruchsvollste Materialklasse im Werkzeug- & Formenbau — gehärtete Werkzeugstähle, bei denen Oberflächenqualität, Maßhaltigkeit und Standzeit über die Rentabilität entscheiden.
Das Problem
Im Hartstahl-Werkzeugbau ist die Fräsmaschine nur die halbe Miete. Die meisten Werkstätten verbringen nach dem Fräsen noch Stunden mit dem Polieren von Formkavitäten, weil ihre Werkzeuge keine Finish-Qualitätsoberflächen liefern können. Schon kleine Rundlauffehler führen zu ungleichmäßigem Eingriff der Schneiden — eine Schneide macht den Schnitt, während die anderen nur reiben — was Rattermarken und inkonsistente Oberflächen erzeugt.
Die Polierbank wird zum eigentlichen Engpass: arbeitsintensiv, abhängig von Können und nicht automatisierbar. Jede Stunde Polieren ist eine Stunde, in der die Maschine den nächsten Auftrag bearbeiten könnte.
Die Sentinel-67-Lösung →
Sentinel-67-Werkzeuge werden mit h4-Schäften, 0,003 mm Rundlauf und 0,005 mm Formgenauigkeit gefertigt. Jede Schneidkante erhält ein Nachbehandlungs-Finish zur Erzeugung einer extrem feinen Mikrogeometrie — verstärkt gegen Mikroausbrüche und gleichzeitig scharf genug für Schnitte in Finish-Qualität.
Das Ergebnis: Alle Schneiden greifen gleichmäßig, die Oberflächenqualität entsteht direkt an der Spindel, und die Polierzeit an Formkavitäten wird drastisch reduziert oder ganz eliminiert.
Das Problem
Das Zerspanen von gehärtetem Stahl über 60 HRC bringt gewöhnliche Werkzeuge bei jedem Schnitt an die Versagensgrenze. Standardwerkzeuge liefern stark schwankende Standzeiten — mal 50 Kavitäten, mal nur 5 — weil nichts an ihrer Konstruktion speziell auf die thermischen und mechanischen Lasten des Hartfräsens ausgelegt ist. Es sind Universalwerkzeuge, gezwungen, Spezialarbeit zu leisten.
Die Kosten schlagen dort durch, wo es weh tut: Ein unerwarteter Bruch mitten in der Kavität verschrottet einen über 3000-€-Hartstahl-Rohling samt der bereits investierten Spindelstunden. Produktionsplanung wird zum Ratespiel. Mannloses Fertigen bleibt undenkbar, weil niemand einen über 3000-€-Rohling unbeaufsichtigt an einem Werkzeug laufen lässt, das in der nächsten Stunde versagen könnte.
Die Sentinel-67-Lösung →
Die „67“ im Namen steht für den Härtegrad, um den herum das gesamte Werkzeug aufgebaut ist. Hochwertiges Feinkorn-Hartmetall-Substrat, eine Schneidkantengeometrie, die speziell auf die Schnittkräfte des Hartfräsens abgestimmt ist, und die thermische Stabilität von FLATCOAT® TTN sind als ein System konstruiert — kein Universalwerkzeug, das nachträglich für Stahl umgebaut wurde.
Das Ergebnis ist eine Standzeit, die über alle Chargen hinweg in engen Grenzen vorhersagbar ist — nicht nur im Schnitt länger, sondern konstant innerhalb eines bekannten Fensters. Diese Vorhersagbarkeit macht aus dem mannlosen Fertigen vom Wunsch eine Planungsgröße.
[ DEMONSTRATION ]
Sehen Sie zu, wie Sentinel-67-Werkzeuge eine Hartstahl-Formkavität bearbeiten — vom Hochvorschub-Schruppen bis zu Finish-Qualitätsoberflächen in einer Aufspannung.
Archivmaterial von Zecha

04 Probebox
Bearbeiten Sie Hartstahl-Formen und möchten sehen, was die Sentinel-67-Serie leisten kann? Unsere Probebox lässt Sie die FLATCOAT® TTN-Beschichtung und die präzisionsgeschliffene Geometrie auf Ihrer eigenen Maschine testen — an Ihrem eigenen Stahl — bevor Sie sich für ein komplettes Set entscheiden.
„Die Genauigkeit dieser Werkzeuge ist von Bauteil zu Bauteil konstant präzise, und die Schneide hält stand, wo andere Werkzeuge bereits abdriften. Sie sind bei unseren Hartstahl-Arbeiten zum Standard geworden."
CNC-Zerspaner · Tucson, Arizona, USA