
Acier Trempé · Moules & Outillages · jusqu'à 67 HRC
Fraises de précision pour l'usinage d'aciers trempés jusqu'à 67 HRC. La série Sentinel 67 offre la géométrie, le revêtement et les tolérances de fabrication dont les ateliers moules & outillages ont besoin pour des surfaces de qualité finition directement à la sortie de la broche — avec FLATCOAT® TTN pour une résistance maximale à l'usure.
02 Technologie de Revêtement
Le nano-revêtement PVD conçu pour survivre à la chaleur extrême et l'abrasion de l'usinage d'acier trempé — où la finition de surface est tout et la durée de vie définit la rentabilité.
[ TECHNOLOGIE DE REVÊTEMENT ]
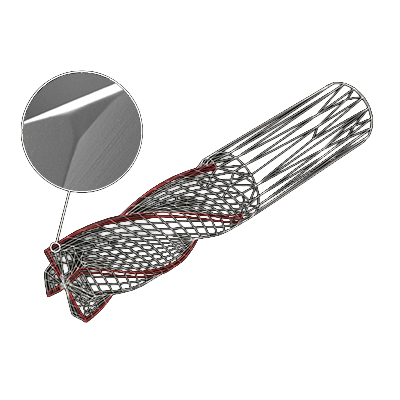
FLATCOAT® TTN utilise le dépôt physique en phase vapeur pour appliquer un nano-revêtement propriétaire à densité et dureté exceptionnellement élevées. Le résultat : une surface lisse, sans goutte, avec propriétés anti-friction — critique en hard milling où la rugosité du revêtement se transfère directement à la pièce.
La surface lisse et homogène réduit la friction au tranchant, diminue la génération de chaleur et résiste à l'usure adhésive qui détruit les outils en acier trempé. Cela signifie des surfaces de qualité finition directement à la sortie de la machine, réduisant ou éliminant le polissage manuel des cavités de moules.
Parce que FLATCOAT® TTN maintient son intégrité à des températures jusqu'à 1100°C, il reste efficace pendant la chaleur soutenue du hard milling à haute vitesse — là où les revêtements moins performants s'oxydent et échouent.
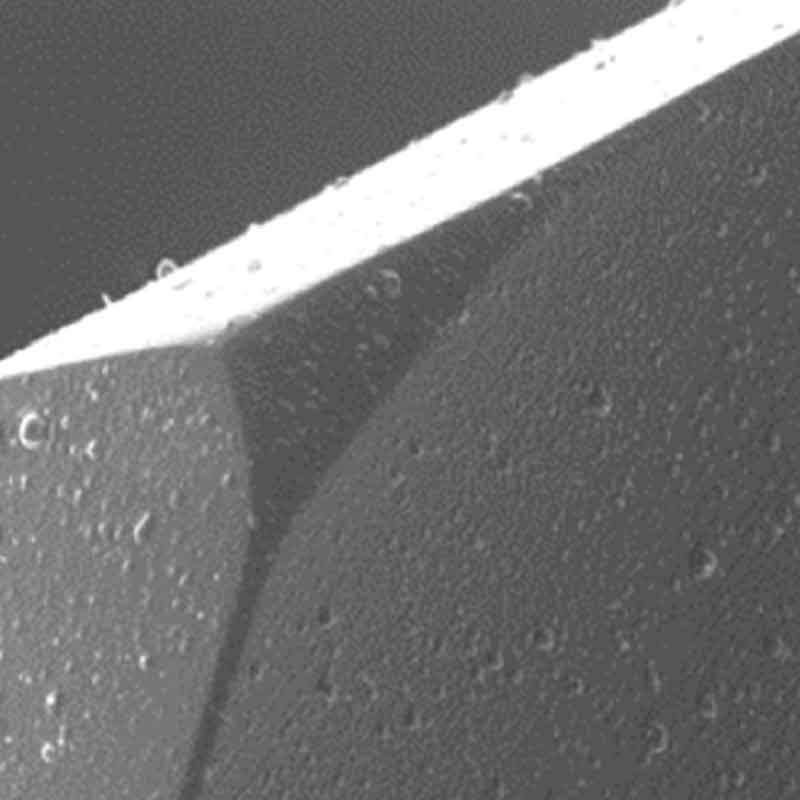
Revêtement PVD Standard
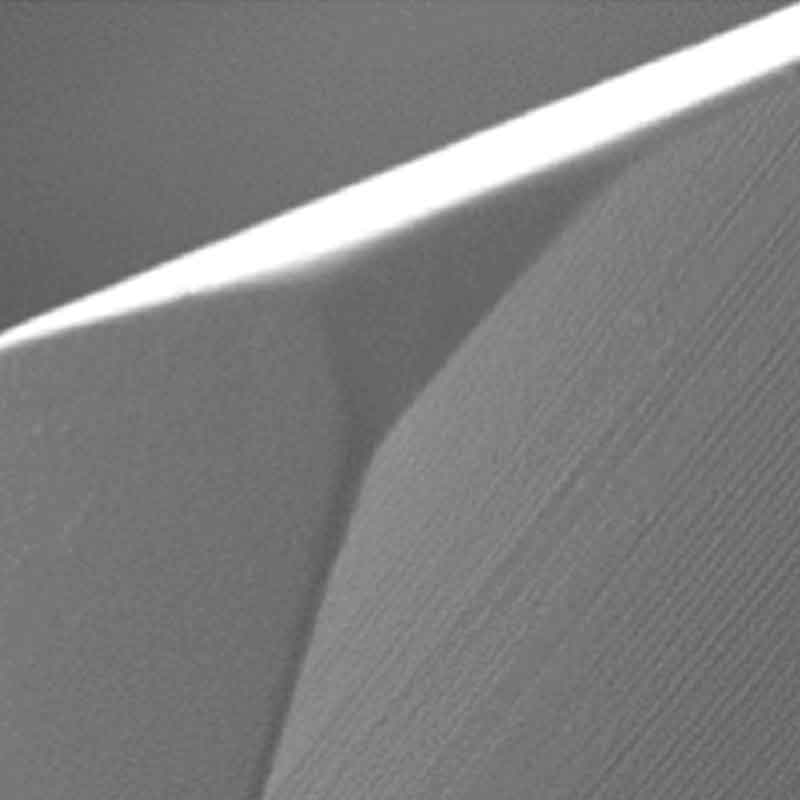
FLATCOAT® TTN Nanorevêtement

Dureté extrême pour une performance de coupe soutenue dans les aciers jusqu'à 67 HRC
Couche fine et précise préservant l'affûtage tout en maximisant la protection contre l'usure
Maintient l'intégrité structurelle à travers la chaleur extrême du hard milling à haute vitesse
Surface lisse et sans goutte réduit la friction et la chaleur à l'interface de coupe
La surface de revêtement sans goutte signifie que la face de l'outil est aussi lisse que possible — la rugosité de l'outil se transfère à la pièce, donc un revêtement plus lisse signifie moins de polissage sur vos cavités de moule.
La dureté élevée combinée à la stabilité thermique permet à FLATCOAT® TTN de résister aux mécanismes d'usure adhésive et abrasive qui détruisent les outils en acier trempé — maintenant des coûts par pièce prévisibles.
Conçu pour les stratégies de coupe à haute vitesse en environnements humide et sec. Le plafond thermique de 1100°C signifie que le revêtement reste intact même quand le liquide de coupe n'est pas une option.
03 Technologie d'Arête
Conçu avec précision pour la classe de matériaux la plus exigeante en moules & outillages — aciers à outils trempés où la finition de surface, la précision dimensionnelle et la durée de vie définissent la rentabilité.
Le Problème
Dans la fabrication de moules en acier trempé, la fraiseuse n'est que la moitié du processus. La plupart des ateliers passent encore des heures à polir manuellement les cavités après usinage parce que leurs outils ne peuvent pas offrir des surfaces de qualité finition. Même de petites erreurs de concentricité causent un engagement inégal des arêtes — une goujure fait la coupe pendant que les autres frottent simplement, créant marques de broutement et texture incohérente.
L'établi de polissage devient le vrai goulot d'étranglement : intensif en main-d'œuvre, dépendant des compétences et impossible à automatiser. Chaque heure passée à polir est une heure pendant laquelle la machine pourrait usiner le job suivant.
La Solution Sentinel 67 →
Les outils Sentinel 67 sont fabriqués avec queues qualité h4, concentricité de 0,003 mm et précision de forme de 0,005 mm. Chaque tranchant subit un post-traitement pour créer une micro-géométrie extrêmement fine — renforcée contre le micro-écaillage tout en maintenant l'affûtage nécessaire pour des coupes de qualité finition.
Le résultat : toutes les goujures s'engagent uniformément, la finition de surface vient directement de la broche, et le temps de polissage sur les cavités de moule est nettement réduit ou complètement éliminé.
Le Problème
L'usinage d'acier trempé au-dessus de 60 HRC pousse les outils ordinaires à leur seuil de défaillance à chaque passe. Les outils standards offrent une durée de vie extrêmement incohérente — parfois 50 cavités, parfois 5 — parce que rien dans leur conception n'est conçu spécifiquement pour les charges thermiques et mécaniques du hard milling. Ce sont des outils polyvalents contraints d'effectuer un travail de spécialiste.
Le coût apparaît là où ça fait mal : une défaillance imprévue au milieu d'une cavité met au rebut un bloc trempé à 3 000 $+ et les heures de broche déjà investies. La planification de production devient des suppositions. L'usinage sans surveillance reste exclu parce que personne ne laissera un bloc à 3 000 $ tourner sans surveillance sur un outil qui pourrait casser dans l'heure suivante.
La Solution Sentinel 67 →
Le « 67 » du nom est la note de dureté autour de laquelle tout l'outil est construit. Substrat carbure à grain fin premium, géométrie d'arête réglée spécifiquement pour les forces de coupe du hard milling et stabilité thermique de FLATCOAT® TTN sont conçus comme un système unique — pas un outil universel adapté pour l'acier.
Le résultat est une durée de vie prévisible dans des limites serrées entre les lots — pas seulement plus longue en moyenne, mais constamment dans une fenêtre connue. Cette prévisibilité transforme l'usinage sans surveillance d'aspiration en planification.
[ DÉMONSTRATION ]
Regardez les outils Sentinel 67 usiner une cavité de moule en acier trempé — de l'ébauche haute avance aux surfaces de qualité finition en une seule mise en position.
Zecha archive footage

04 Boîte d'Échantillons
Vous travaillez des moules en acier trempé et voulez voir ce que peut faire la série Sentinel 67 ? Notre boîte d'échantillons vous permet de tester le revêtement FLATCOAT® TTN et la géométrie rectifiée avec précision sur votre propre machine — sur votre propre acier — avant de vous engager sur un jeu complet.
"La précision que j'obtiens avec ces outils est constante pièce après pièce, et l'arête de coupe tient là où d'autres outils commencent à dériver. Ils sont devenus la référence pour nos travaux sur aciers durs."
Machiniste CNC · Tucson, Arizona, États-Unis