
Graphite · Carbon · EDM Electrodes
Precision micro end mills for graphite electrode machining — from roughing to ultra-fine finishing of thin ribs, deep slots, and complex 3D contours. Built on Invader technology with patented short cutting zones and FLATCOAT® DIA diamond coating for maximum tool life.
02 Coating Technology
The diamond coating engineered to survive graphite's extreme abrasiveness — where dust infiltration and rapid edge wear define tool life.
[ COATING TECHNOLOGY ]
FLATCOAT® DIA uses Chemical Vapor Deposition to build a multilayer diamond structure combining alternating nano-crystals and micro-crystals. This creates a flatter, more uniform cutting surface than conventional single-layer diamond coatings.
The result: dramatically extended tool life on graphite, consistent dimensional accuracy across production runs, and clean surface finish on even the most intricate electrode geometries.
Because the coating surface is smoother, cutting forces stay lower — meaning less edge rounding, less heat generation, and more electrodes per tool across the full production shift.
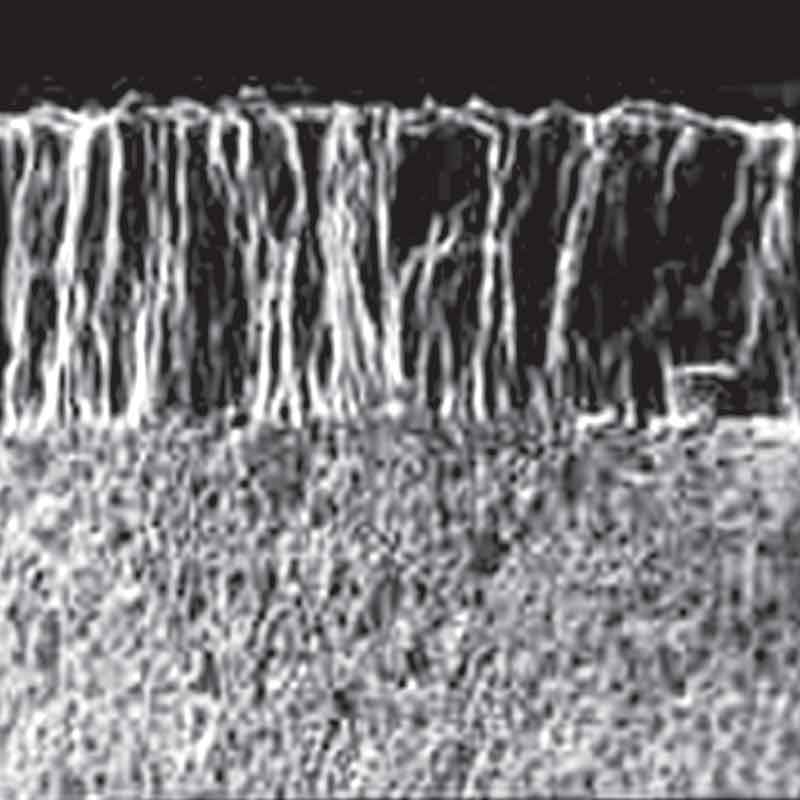
Standard Diamond Coating
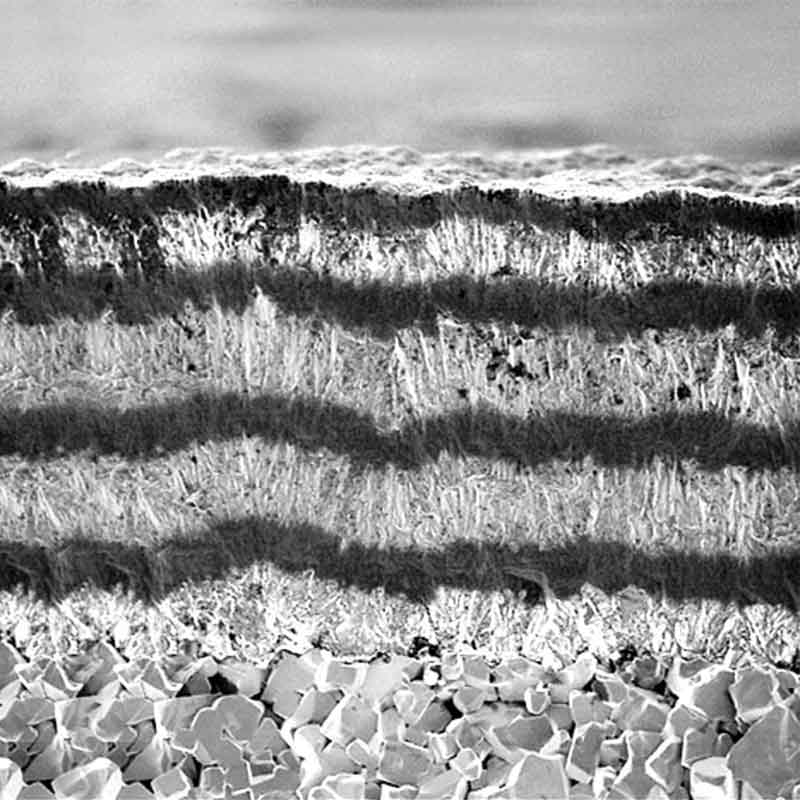
FLATCOAT® DIA Multi-Layer

Among the hardest coatings available for any cutting tool application
Optimal thickness balancing cutting performance and edge sharpness
Thermal stability far beyond what graphite machining temperatures demand
Low friction means less edge wear, less heat, and cleaner surface finish
The flat diamond surface resists the micro-abrasion that causes rapid edge rounding on graphite — maintaining sharp geometry across full production runs.
Multilayer nano/micro crystal structure resists wear far longer than single-layer diamond coatings, keeping per-unit costs low even on highly abrasive graphite.
Engineered for dry graphite milling. Low friction coefficient prevents heat buildup while the smooth surface resists dust infiltration into the coating structure.
03 Edge Technology
Two patented innovations that redefine what's possible in graphite electrode machining — solving the two biggest pain points in the mold & die shop.
The Problem
Thin graphite ribs, deep narrow cavities, and tall pin electrodes push standard tools past their limits. Conventional cutting zone lengths generate lateral forces that deflect delicate electrode features — causing inaccurate geometry, poor surface finish, or catastrophic breakage. The deeper you go, the worse it gets.
At overhang ratios beyond 5×D, standard tools simply can't maintain accuracy. Shops are forced to accept compromises in electrode geometry or run painfully slow feed rates.
The Invader Solution →
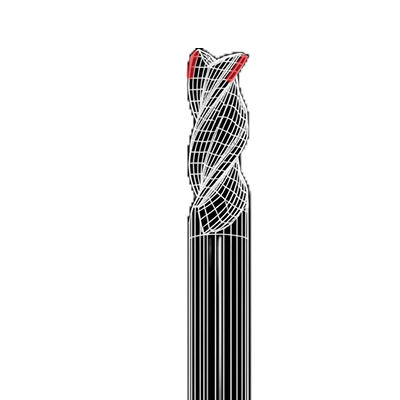
The Invader's cutting zone is intentionally shortened and paired with a precision clearance section. This dramatically reduces lateral cutting forces — the root cause of deflection — while still allowing full-depth engagement.
The result: stable machining of thin ribs and deep cavities at overhang ratios from 5×D to 20×D, with consistent accuracy throughout the full reach length.
EP 2540427B1 · European PatentThe Problem
Graphite is one of the most abrasive materials in any machine shop. Its micro-crystalline carbon structure grinds down cutting edges like sandpaper — rounding them within minutes on uncoated tools. As edges dull, dimensional accuracy drifts, surface finish degrades, and scrap rates climb.
In production environments machining dozens of electrodes per day, tool changes become the bottleneck. Each new tool means re-zeroing, re-measuring, and lost spindle time.
The Invader Solution →
The Invader series uses FLATCOAT® DIA — a multilayer CVD diamond coating combining alternating nano-crystals and micro-crystals. The flatter surface resists graphite's abrasive wear without the edge-rounding that plagues generic coatings. Uniform coverage without clustering at the cutting edge ensures consistent performance from the first electrode to the last.
The result: dramatically extended tool life with consistent dimensional accuracy, fewer tool changes, and more electrodes per shift.
[ DEMONSTRATION ]
Watch Invader GT tools machine a complex graphite EDM electrode — from roughing to finish pass in a single setup.
Zecha archive footage

04 Sample
Machining graphite electrodes and want to see what the Invader series can do? Our sample box lets you test the patented short cutting zone and FLATCOAT® DIA diamond coating on your own machine before committing to a full set.
"We're seeing no wear yet, and the recommended feedrate runs 3.4× faster than our current cutter — so we're getting 3.4× more work done per minute on the same setup."
CNC Technician · Washington, USA